
Topography design and productivity increase by actuated machining
High dynamic machining tool deflections along the rotatory axis open up new possibilities in terms of productivity increase in drilling processes or component surface design during face milling operations. The core of this project is the development of a piezo-electric driven tool holder (Figure 1) together with project partner SAUER GmbH. It is based on a patented tool design, which was developed in the subproject E1. The integrated piezo-actuator enables deflections of mounted drilling or milling tools during the tool rotation along the rotatory axis with a variable frequency up to 2000 Hz and a maximum amplitude up to 20 μm. The control system of the actuator is linked to the angular spindle position and the translational machine axes, allowing to determine the tool tip position in real-time and to freely manipulate the control signal according to that information. As a result, milling or drilling processes can be controlled with three additional parameters such as deflection form, frequency and amplitude.

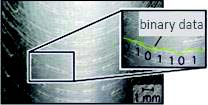
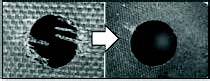
By using a face milling cutter with one cutting insert within the tool holder, it is possible to perform highly dynamic and controlled depth of cut variations during the cutting process while using process parameters applied in real-life industrial processes. This enables to machine small structures onto the component surface which can be interpreted as binary information, like on a CD (Figure 2). With that technology the component surface can be used for inherent digital data storage with a data density up to 200 bit/cm². The flexible control system also enables to machine various connected structures. This makes it possible to generate patterns or even logos or simple pictures onto the surface (Figure 3).

Another focus of the application of this tool holder is in the field of productivity increase of drilling operations. The dynamically changing contact conditions during axial drill movement can be benificial in drilling long chipping metals, like aluminium. The effect is an earlier chip breakage resulting in lowered process forces and longer tool life. In drilling of CPRF materials, a cleaner cut of fibers with less delamination can be achieved due to the dynamically increased feed velocity and force (Figure 4). Within the face milling operation, the dynamic deflections can be used to induce residual stresses onto the components surface, which can be beneficial to the lifetime of the machined component.
Subproject leader


30823 Garbsen
Industry partner


55758 Stipshausen
55758 Stipshausen





