
Online process planning by self-learning process models
The generation of extensive data during manufacturing, for instance by the sensory spindle skid, allows new in-depth looks into manufacturing processes and also opens up new possibilities for both process rating and planning. The main challenge is the interpretation of the gained data and consideration of the resulting knowledge for process planning and process control.
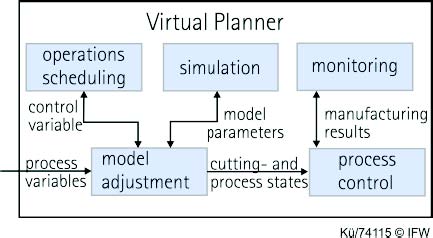
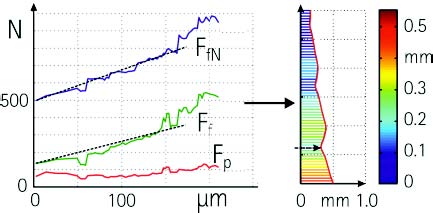
Before the manufacturing data, for instance process forces and quality information, can be analyzed and utilized, it has to be put in an applicable context. The so called Virtual Planner (figure 1) uses analytical forecast models as well as simulations that allow for predictions of the workpiece characteristics (figure 2) based on raw data, to perform that task. By using data mining approaches, empirical models are build up, that model causal relationships and correlations. The learned relations support the decision making for process design by recommending appropriate process parameters. As soon as new data is available, the models are refined before the consequent part is manufactured. If necessary, the Virtual Planner can interfere running processes to adjust parameters.
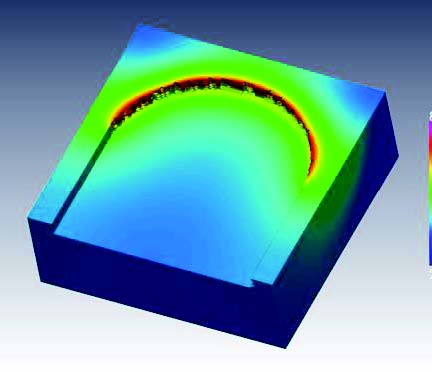
Beyond that, models and simulations are used to enrich the raw data with further relevant information. A simultaneous cutting simulation (figure 3) is used to gather the tool engagement of the running processes. On this basis, additional relevant Information are generated to enable the Virtual Planner to comprehend the processes geometrically. As a result, occurring process forces can be allocated to a specific time, location and cutting situation.
To obtain a closed control loop, quality related information like form deviation are recorded as well to assess the process. By this means, the gathered manufacturing data can be interpreted regarding the achieved result. By feeding back the result, the gentelligent manufacturing chain obtains an increasingly substantiated database that ensures a more and more reliable process planning. The data feedback leads to a selfcalibrating system.
One component for the adaptive process planning is the possibility to communicate with the machining process. As there was no mean for that, a NC program was developed to communicate with the Virtual Planner. It allows to adjust the machining parameters during operation. The Virtual Planner also has the option to trigger measurements during the process, when there is not sufficient data. This may occur, when a new material or a new tool is used.
Adaptive process planning and control by ubiquitious information on the production process
The objective of subproject K2 is the combination of component-inherent workpiece and production information for planning and monitoring cyberphysical gentelligent components in terms of the vision of Industry 4.0.
Here sub-project K2 is pursuing the vision of a gentelligent production chain as a global concept for embedding component-inherent workpiece information and information from gentelligent system components.
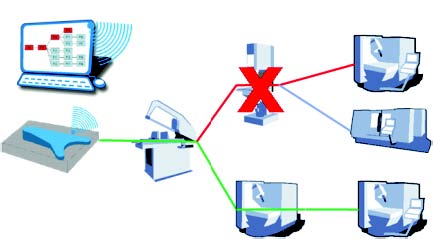
The gentelligent production chain (Figure 4) is based on a real production chain and a cross-process information chain in accordance with the Internet of Things. It enables the forwarding, combination and evaluation of
gentelligent information in the form of work piece and system information over the whole product creation process.
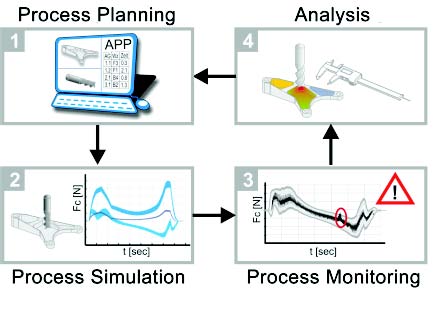
As early as the process planning phase, with the developed "adaptive process planning" (APP) (Figure 4/1), components' own information is used to prepare process plans for down-stream production processes. With the
process variables stipulated in the process planning phase systematic influence factors on the geometric component quality are forecasted with a process simulation (Figure 4/2). This procedure enables the virtualization
of conventional positioning processes. In a virtual production process relevant target values of the production processes, for example, process forces and surface qualities, are forecast. The process simulation enables
in addition the definition of threshold values for monitoring the production processes (Figure 4/3). Process variables are recorded by gentelligent components in the machine tool and critical process conditions are identified
(Figure 5). Process faults are detected as closely as possible to the active site and evaluated through an integrated logic (Figure 4/4). Through the availability of production information (for example, process faults) in the adaptive process planning (Figure 4/1), replanning is carried out on the basis of alternative process chains and in this way bottlenecks caused by faults are avoided (Figure 6). Alter-native production routes are filed here in the component memory and continuously updated. If the gentelligent component leaves production, it carries all compo-nent-specific production data with it inherently. Access to this data enables not only the production process to be tracked but also helps with research into the cause of long-term damage.

The current research focuses in the sub-project are the implementation and validation of the adaptive process planning on the level of subprocesses and the feedback of production information into process planning. Furthermore, research will be carried out on a geometric process model, in order to forecast detailed component qualities in a virtual positioning process. In addition, a model-based monitoring system will be developed for the interpretation and feedback of process faults into process planning.
Subproject leader


30823 Garbsen





